

Product News
We Measured It. The Results Are In. Lindapter Girder Clamps Are 8× Faster Than Site Drilling & Bolting.

For years, the structural steel industry has accepted site drilling as the default. It is familiar, it is established, and it is expensive, time-consuming, and riddled with risk. Lindapter has long argued there is a better way. This time, we went and measured it.
The Problem the Industry Has Been Living With
Anyone who has worked on a structural steel project will know the reality of a drilled and bolted connection. The equipment is heavy. The process is slow. The margin for error is significant. And when something goes wrong, a hole drilled at the wrong angle, in the wrong position, or at the wrong diameter, the cost of rectification can quickly overshadow the cost of the original operation.
Despite this, site drilling has remained the go-to method across much of the construction and fabrication industry. Not because it is the best solution, but because it is the known one. There has been an understandable inertia: the tools are familiar, the workforce is trained on the method, and the process is baked into project programmes.
But familiarity is not the same as efficiency. And in an industry where labour costs are rising, project timelines are tightening, and health and safety requirements are increasingly demanding, the true cost of site drilling has never been higher.
Lindapter has been making the case for a smarter alternative for decades. Our girder clamp systems eliminate the need for site drilling, offering a fully adjustable, structurally sound, and significantly faster method of connecting steelwork without introducing a single new hole. The response from many in the industry has been consistent: Give us the numbers.
So we did.
The Test: Same Connection, Same Conditions, Real Results
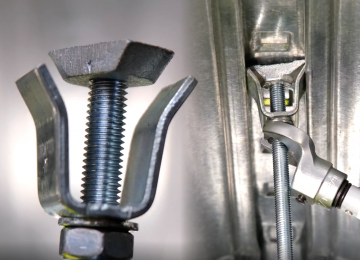
We set up a controlled, like-for-like comparison using an independent fabricator. The brief was straightforward: install the same steel connection, a four-bolt configuration, twice. Once using the traditional method of site drilling and bolting. Once using Lindapter girder clamps. Same steel. Same environment. Same starting point. The datum line for the top of the new steelwork was pre-marked on both sections to ensure consistent alignment across both methods.
The only variable was the connection method.
We timed both from start to finish, capturing every step on camera so the process was fully transparent and the results were unambiguous.
The result:
- Traditional drilling and bolting: 18 minutes 05 seconds
- Lindapter Girder Clamps: 2 minutes 24 seconds
![]()
That is a time saving of 16 minutes on a single four-bolt connection. Lindapter was 8 times faster, an 87% reduction in installation time.
These are not estimated figures. They are not projections. They are measured, documented results from a controlled comparison using an independent fabricator, carried out under real working conditions.
Breaking Down the Drilling Process, And Every Step It Demands
To understand why the time difference is so significant, it helps to look at what site drilling actually involves. It is not a single action. It is a sequence of steps, each of which takes time, requires skill, and introduces the opportunity for error.
Step 1, Equipment Setup
Before any drilling begins, the team must source, transport, and set up a magnetic drill (mag drill). This is a large, heavy, specialist piece of equipment. On-site, moving it between connection points, particularly at height, is a logistical challenge in itself. Most of the times it requires a power source, which on many sites means running cables or positioning a generator.
Step 2, Setting Out and Marking
Each hole must be accurately marked before drilling begins. This involves measuring, marking, and checking positions across all connections. Any error at this stage propagates through every subsequent step. On a complex frame with multiple connections, this alone can consume a significant portion of the day.
Step 3, Drilling
The mag drill is positioned, secured, and used to bore the full-diameter hole through the steel. This step generates heat, noise, and significant quantities of metal shavings and debris, commonly referred to as swarf. The process also generates metal dust, which represents a genuine health hazard to operatives on site.
Step 4, Hot Works Compliance
Drilling into steel produces sparks. On most sites, this classifies the operation as hot works, requiring a permit before the work can begin. If the building or structure does not have a fire protection system in place, a dedicated fire watch operative must be present throughout, adding another person, another cost, and another logistical variable to the operation.
Step 5, Cleaning and Debris Management
Once drilled, the hole and surrounding area must be cleaned. Swarf and metal debris must be removed. This is not only a safety requirement, loose metal particles are sharp, dangerous, and a hazard underfoot, particularly at height, it is also a time cost that rarely appears on a programme but never fails to appear on a project.
Step 6, Coating Rectification
Every hole drilled through galvanised or painted steel breaks through the protective coating. Left untreated, this creates a point of corrosion vulnerability that will worsen over the life of the structure. Standard practice requires touching up every drilled hole with appropriate coating, zinc-rich paint, cold galvanising compound, or intumescent coating depending on the specification. Again, this takes time and materials, and it is easily overlooked under programme pressure.
Step 7, Bolting Up
Once the holes are drilled, the connection can be bolted. But only if the holes are in the right position, at the right diameter, and drilled at the correct angle. If any of these conditions are not met, the programme stops while the error is assessed and a remediation plan is agreed.
Step 8, Rectification (When Required)
Pre-drilled steelwork arriving on site requires precise alignment. If the holes do not line up, because of fabrication tolerance, site movement, or measurement error, the options are limited and none of them are quick. Reworking holes in structural steel on site is costly, disruptive, and in some cases simply not possible without replacement.
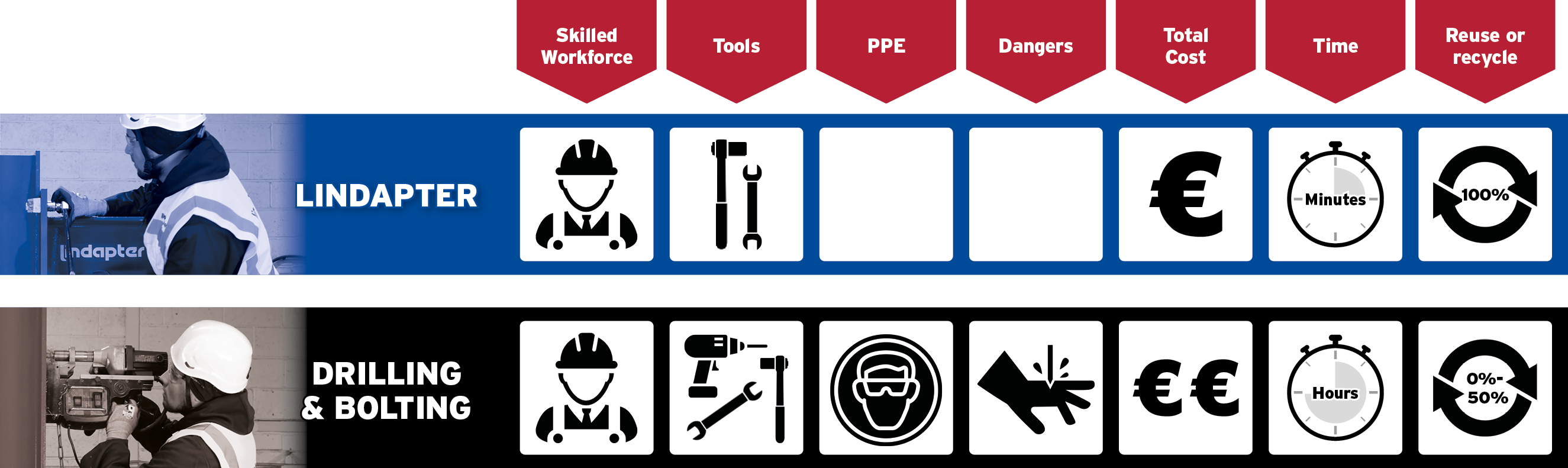
The Disadvantages of Site Drilling
The following points represent the compounding cost of choosing a drilled connection over a clamped one:
- Expensive, specialist equipment required, a mag drill is not a standard site tool. It must be procured, transported to site, positioned, and maintained. On projects with multiple connection points at height, the logistical burden is considerable.
- Time-consuming and costly to fix if done incorrectly, setting out, marking, drilling, and final bolting is a multi-step process. Errors at any stage require rework, which on structural steel can be a major programme event.
- Errors in size, position or angle are hard to rectify, a hole drilled at the wrong angle or in the wrong position cannot simply be moved. The options are limited: weld and re-drill (costly and structurally sensitive) or replace the member entirely.
- Drilling can weaken the structural integrity of the steel, every hole introduced into a structural member reduces its cross-sectional area and therefore its load capacity. In many cases this is accounted for in the design, but it represents a fundamental and irreversible alteration to the member.
- Produces dangerous shavings, metal dust and damages protective coatings, swarf and metal dust are occupational health hazards. The debris must be managed and disposed of safely. Coating damage at every drilled hole creates long-term corrosion risk.
- Can require an on-site power source, while battery-powered mag drills exist, they bring their own limitations in terms of run time and power output. Many operations still rely on mains or generator power, adding to site logistics.
The Lindapter Approach, And Why It Eliminates All of This
Lindapter girder clamps work by gripping the flange of an existing steel section without any modification to the steelwork whatsoever. There are no holes. There is no heat. There is no site drilling. The connection is made using standard hand tools and can be fully adjusted before being locked off.
The advantages this creates are not incremental. They are structural:
- Fully adjustable, the position of a Lindapter connection can be set, checked, and altered before it is secured. There is no commitment to a position until the installer is satisfied. Pre-drilled steel offers no such flexibility.
- No site drilling required, the single largest source of time, cost, and risk in a drilled connection is simply removed from the process.
- No weakening of existing structures with new holes, the steel member retains its full cross-sectional integrity. Nothing is removed. Nothing is altered.
- No touching up of galv or paint to prevent rust, because no holes are drilled, protective coatings remain intact. There are no corrosion initiation points introduced by the connection process.
- No time-consuming labour with mag drills, setup, positioning, drilling, and debris management are all eliminated. The operative arrives with hand tools and leaves with a completed connection.
- No external power sources, Lindapter connections require no power whatsoever. This is particularly significant on remote sites, heritage structures, and occupied buildings where running power to a connection point is impractical or impossible.
- No holes drilled the wrong size, wrong place, or at an angle, the connection is made to the steel as it stands. Dimensional errors in fabrication or site movement do not prevent the connection from being made, they are accommodated by the adjustability of the system.
- No dangerous metal dust, there is nothing to drill, nothing to cut, and nothing to grind. The operative works with clean steel and clean tools throughout.
The Numbers at Scale
A single connection saving of 16 minutes is meaningful. At scale, it becomes transformative.
Based on the measured results from our comparison:
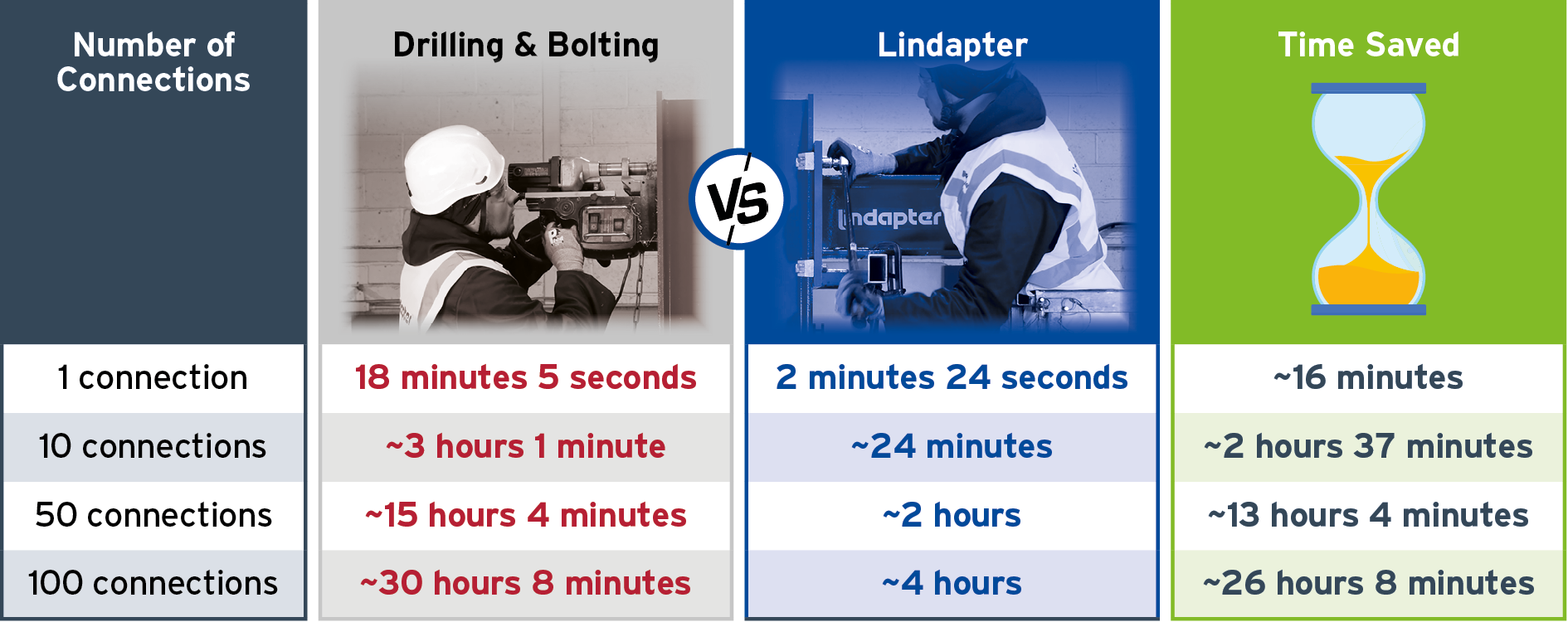
These figures use the measured per-connection times. But in practice, the real-world gap between drilling and clamping is wider still.
Drilling fatigue is real. A mag drill operative working at height on a multi-connection project does not maintain the pace of a controlled test environment. Bit wear slows progress. Equipment must be repositioned. Power cables must be managed. Different operatives work at different speeds, and handover between shifts introduces additional time costs. Fire watch rotas must be managed. Hot works permits must be renewed.
None of these factors affect the Lindapter operative. The tools are light, the process is consistent, and the physical demand is a fraction of that involved in drilling at height. The gap between 8 times faster in a controlled test and the real-world advantage on a live project is, in most cases, considerably larger.
The Broader Industry Argument
The construction and fabrication industry is under pressure. Labour costs are rising. Skilled operatives are harder to find and retain. Project programmes are tighter than ever. Health and safety compliance is more demanding, more scrutinised, and more consequential when it goes wrong.
Against this backdrop, the case for eliminating site drilling wherever structurally appropriate is not merely a commercial one. It is a risk management argument. Every hot works permit represents liability. Every operative working at height with a mag drill represents a safety exposure. Every incorrectly drilled hole represents a programme risk. Every untouched coating repair represents a long-term asset management problem.
Labour is the biggest cost on most structural steel projects. Time is the most constrained resource on any construction programme. Lindapter isn't just a faster connection method, it's a fundamentally more cost-efficient one.
You asked for the numbers. We went and got them. The results speak for themselves.

How can we
help you?


Reasons to choose Lindapter
-

Save time and money
Clamping two steel sections together avoids time-consuming welding or conventional drilling and bolting.
-

Safer connections
On-site drilling and welding is avoided, removing the need for hot work permits and encouraging safer site conditions.
-

High strength
Lindapter clamps are manufactured from high strength materials to resist high load requirements and harsh environments.
-

Industry leading approvals
Lindapter has earned a reputation synonymous with safety and reliability, gaining multiple independent approvals.
-

Adjustable
Quickly align steel sections by sliding the section into the correct position before tightening the Girder Clamp to complete the installation.
-

Free connection design
Lindapter’s experienced Engineers can design a bespoke connection based on your specific requirements free of charge.
You must have a Lindapter account to access this content
Log in to your account
Register for an account
Don't have an account?
Click here to registerAlready registered?
If you have registered for an account but have not received your confirmation email, please click here to resend.
Headquarters
Lindapter InternationalLindsay House, Brackenbeck Road
Bradford, West Yorkshire
BD7 2NF
United Kingdom Map and directions
news
- Environmental Policy
- T&Cs
- Privacy
- Cookies
- © Lindapter International 2026. All rights reserved.