
Nouvelles sur les produits
Nous les avons testés. Les résultats sont là : les crapauds d’assemblage de Lindapter sont 8 fois plus rapides que le perçage et le boulonnage sur site.

Depuis des années, les entreprises de structure métallique acceptent par défaut la méthode de perçage sur site. C’est une méthode bien connue et bien établie, mais elle est chère, chronophage et associée à de multiples risques. Depuis longtemps, Lindapter fait valoir qu’il existe une alternative bien plus efficace. Pour le prouver, nous l’avons testée.
Le problème impossible à contourner
Nous avons mis au point un essai comparatif contrôlé, en faisant appel à une entreprise de fabrication indépendante. Le cahier des charges était simple : installer deux fois le même assemblage métallique, dans une configuration à quatre boulons. L’un en utilisant la méthode traditionnelle de perçage et boulonnage sur site. L’autre en utilisant des crapauds d’assemblage de Lindapter. Même acier, même environnement, même point de départ. La ligne de référence pour le sommet de la nouvelle poutre était marquée au préalable sur les deux tronçons afin de veiller à un alignement équivalent pour les deux méthodes.
La seule variable était la méthode d’assemblage.
Nous avons minuté l’opération du début à la fin, en photographiant chaque étape par souci de transparence et pour éliminer toute ambiguïté au niveau des résultats.
Le résultat :
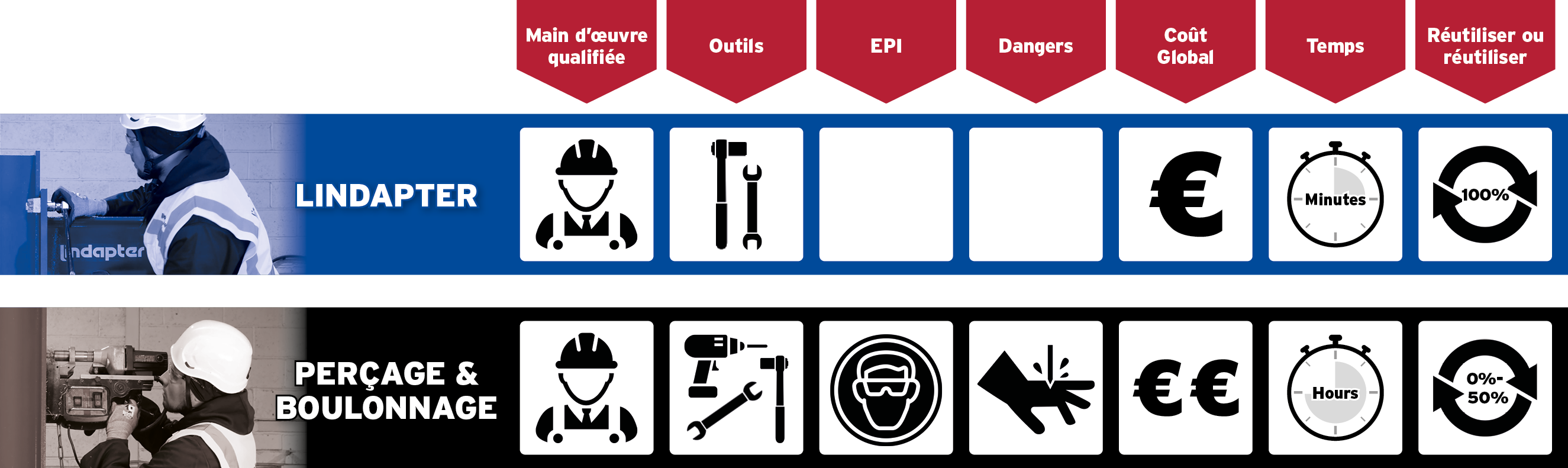
- Assemblage classique réalisé par perçage et boulonnage : 18 minutes, 5 secondes
- Crapauds d’assemblage Lindapter : 2 minutes, 24 secondes
![]()
À savoir un gain de temps de 16 minutes pour un seul assemblage de quatre boulons. La solution de Lindapter était 8 fois plus rapide, ce qui équivaut à 87 % de réduction du temps d’installation.
Ces chiffres ne sont pas des estimations ni des projections. Les résultats ont été minutés, attestés lors d’un essai comparatif contrôlé qui a été réalisé dans des conditions de travail authentiques par une entreprise de fabrication indépendante.
Analyse du processus de perçage, étape par étape
Pour bien comprendre ce que signifie le gain de temps, examinons les étapes intervenant réellement dans le perçage sur site. Loin d’être une seule action, il s’agit d’un enchaînement d’étapes, qui prennent du temps, nécessitent des opérateurs compétents et introduisent chacune un risque d’erreur.
Étape 1 – installation des équipements
Préalablement au début de l’intervention, l’équipe doit se procurer, transporter et installer une perceuse magnétique – un équipement spécialisé, grand format, qui pèse lourd. Sur le chantier, cela représente un défi logistique de le déplacer d’un point d’assemblage à un autre, surtout en hauteur. La plupart du temps, une source d’alimentation est requise ce qui signifie, sur de nombreux chantiers, faire courir des câbles ou avoir recours à un générateur.
Étape 2 – marquage des trous
Chaque trou doit être marqué avec une grande précision avant de percer, ce qui veut dire mesurer, marquer et vérifier les positions de tous les assemblages. Toute erreur à ce stade aura des répercussions sur toutes les étapes suivantes. Sur une ossature complexe comprenant des assemblages multiples, cette étape à elle seule peut prendre une bonne partie de la journée.
Étape 3 – perçage
La perceuse magnétique est positionnée, sécurisée et sert à percer un trou traversant entièrement l’acier au diamètre spécifié. Cette étape génère de la chaleur, des nuisances sonores et des quantités considérables de limailles et de débris. Ce procédé génère également de la poussière métallique, ce qui représente un réel risque pour la santé des installateurs travaillant sur place.
Étape 4 – conformité et permis de feu
Le perçage de l’acier produit des étincelles. Sur la plupart des sites, cette opération est classée travail à chaud et nécessite la délivrance d’un permis de feu avant le début des travaux. Si le bâtiment ou la structure n’a pas de système de protection incendie en place, une personne dédiée doit occuper le poste de piquet d’incendie pendant toute la durée de l’intervention ce qui vient s’ajouter au coût de la main-d’œuvre, et aux autres variables logistiques.
Étape 5 – nettoyage et gestion des débris
Une fois le trou percé, il faut le nettoyer ainsi que la zone environnante et éliminer les limailles et les débris métalliques. Ce n’est pas qu’une exigence de sécurité, liée aux particules métalliques qui sont coupantes, dangereuses et constituent un risque si l’on marche dessus, particulièrement en hauteur ; c’est également un coût qui apparaît rarement dans un programme mais qu’il faut néanmoins prendre en compte sur un projet.
Étape 6 – rectification du revêtement
Chaque trou percé dans l’acier galvanisé ou peint endommage aussi le revêtement de protection. Si, après perçage, l’acier n’est pas traité, cela crée un point vulnérable à la corrosion qui ne fera que s’aggraver durant la vie de la structure. Les bonnes pratiques veulent que chaque trou percé soit retouché avec un revêtement approprié, que ce soit de la peinture riche en zinc, un composé de galvanisation à froid, ou un revêtement intumescent, selon le cahier des charges. Là encore, cela demande du temps, des matériaux et cette étape est souvent négligée sous la pression des délais.
Étape 7 – boulonnage
Une fois les trous percés, on peut boulonner l’assemblage. Mais cela suppose que les trous soient à la bonne position et respectent le diamètre et l’angle spécifié. Si l’une de ces conditions n’est pas remplie, les travaux doivent s’interrompre pendant qu’on analyse l’erreur et son impact, pour se mettre d’accord sur une solution.
Étape 8 – rectification (le cas échéant)
Les poutres pré-percées doivent être alignées avec une grande précision à l’arrivée sur le chantier. Si les trous ne sont pas dans l’axe, du fait des tolérances de fabrication, des tassements sur le chantier ou d’une erreur de mesure, les options sont limitées et aucune n’est rapide. Remanier les trous dans une poutre de structure sur le chantier est une opération coûteuse, source de perturbations et qui, dans certains cas, n’est pas possible sans remplacer la poutre.
Inconvénients du perçage sur site
Les points ci-dessous répertorient les coûts cumulatifs découlant du choix d’un assemblage par perçage et boulonnage, au lieu d’un assemblage par crapautage :
- Équipements spécialisés coûteux. Une perceuse magnétique n’est pas un outil de chantier standard. Il faut l’approvisionner, la transporter sur place, la positionner et l’entretenir. Si les projets présentent de multiples points d’assemblage en hauteur, le fardeau logistique est considérable.
- Processus chronophage et coût élevé de reprise en cas d’erreur. L’installation, le marquage, le perçage et le boulonnage final sont les différentes étapes du processus. Les erreurs à n’importe quelle étape nécessitent une reprise, ce qui, pour des poutres de structure, peut s’avérer une tâche majeure.
- Les erreurs de taille, de position ou d’angle sont difficiles à rectifier. Impossible de déplacer un trou qui a été percé à un angle incorrect ou à la mauvaise position. Les options sont limitées : souder et repercer (coûte cher et risque d’endommager encore plus la structure), ou bien remplacer entièrement l’élément.
- Le perçage peut fragiliser l’intégrité de la structure métallique. Chaque trou percé dans un élément de structure réduit son aire de section transversale et donc, sa capacité de reprise des charges. Dans bien des cas, la conception en tient compte, mais cela représente une altération fondamentale et irréversible de l’élément.
- Génère des limaille de métal, de la poussière métallique et endommage les revêtements de protection. Les limaille et la poussière métalliques présentent des risques pour la santé sur le lieu de travail. Il est nécessaire de gérer et d’éliminer les débris de manière sûre. Le revêtement est endommagé à chaque trou percé, engendrant un risque de corrosion à long terme.
- Peut nécessiter une alimentation électrique sur place. Certaines perceuses magnétiques fonctionnent sur batterie mais elles ont des capacités limitées en termes de puissance et d’autonomie. De nombreuses opérations reposent toujours sur une alimentation électrique secteur ou un générateur – un facteur logistique de plus.
L’approche de Lindapter, et comment elle contourne tous ces problèmes
Les crapauds d’assemblage de Lindapter s’accrochent sur l’aile d’une poutre, sans modifier de façon quelconque la structure. Pas de trous, pas de chaleur, pas de perçage sur le chantier. L’assemblage se fait à l’aide d’outils à main standard, il est entièrement réglable avant d’être bloqué.
Les avantages de la solution ne sont pas d’ordre incrémentiel, mais structurel :
- Entièrement réglable. Un système d’assemblage Lindapter peut être installé, vérifié et modifié avant d’être sécurisé. La position n’est définitive qu’une fois que l’installateur est satisfait. Un profilé pré-percé n’offre pas cette flexibilité.
- Aucun perçage sur place. La principale opération responsable du temps d’installation, du coût élevé ou du risque d’un assemblage par perçage, est entièrement éliminée du processus.
- Pas de fragilisation des structures du fait de percer de nouveaux trous. L’élément en acier conserve toute son intégrité transversale. Rien n’est enlevé, ni altéré.
- Pas de retouche nécessaire de la galvanisation ou de la peinture pour éviter la rouille. Aucun trou n’est percé, et les revêtements de protection sont intacts. Aucune source potentielle de corrosion n’est introduite par le processus d’assemblage.
- Pas de main-d’œuvre chronophage pour opérer la perceuse magnétique. L’installation, le positionnement, le perçage et la gestion des débris sont entièrement éliminés. L’installateur arrive équipé d’outils à main et repart une fois l’assemblage finalisé.
- Pas de source d’alimentation externe. Aucune alimentation électrique n’est requise pour les systèmes d’assemblage de Lindapter. C’est un critère particulièrement important dans le cas de chantiers éloignés, d’ouvrages classés ou de bâtiments occupés lorsqu’il est difficile voire impossible d’acheminer un câble d’alimentation jusqu’à une prise électrique.
- Aucun risque de percer des trous de la mauvaise dimension, au mauvais endroit ou à l’angle incorrect. L’assemblage est réalisé sur la structure métallique telle quelle. Les erreurs de dimension au stade de la fabrication ou du fait de tassements sur le chantier n’empêchent pas de réaliser l’assemblage puisqu’ils sont compensés par la capacité de réglage du système.
- Aucune exposition à la poussière. Il n’y a rien à percer, à découper ou à meuler. L’installateur intervient sur un acier propre et avec des outils qui restent propres pendant l’installation.
Les chiffres
Un gain de temps de 16 minutes par assemblage est intéressant. À l’échelle d’un projet, cela change tout.
D’après les résultats mesurés lors de notre essai comparatif :
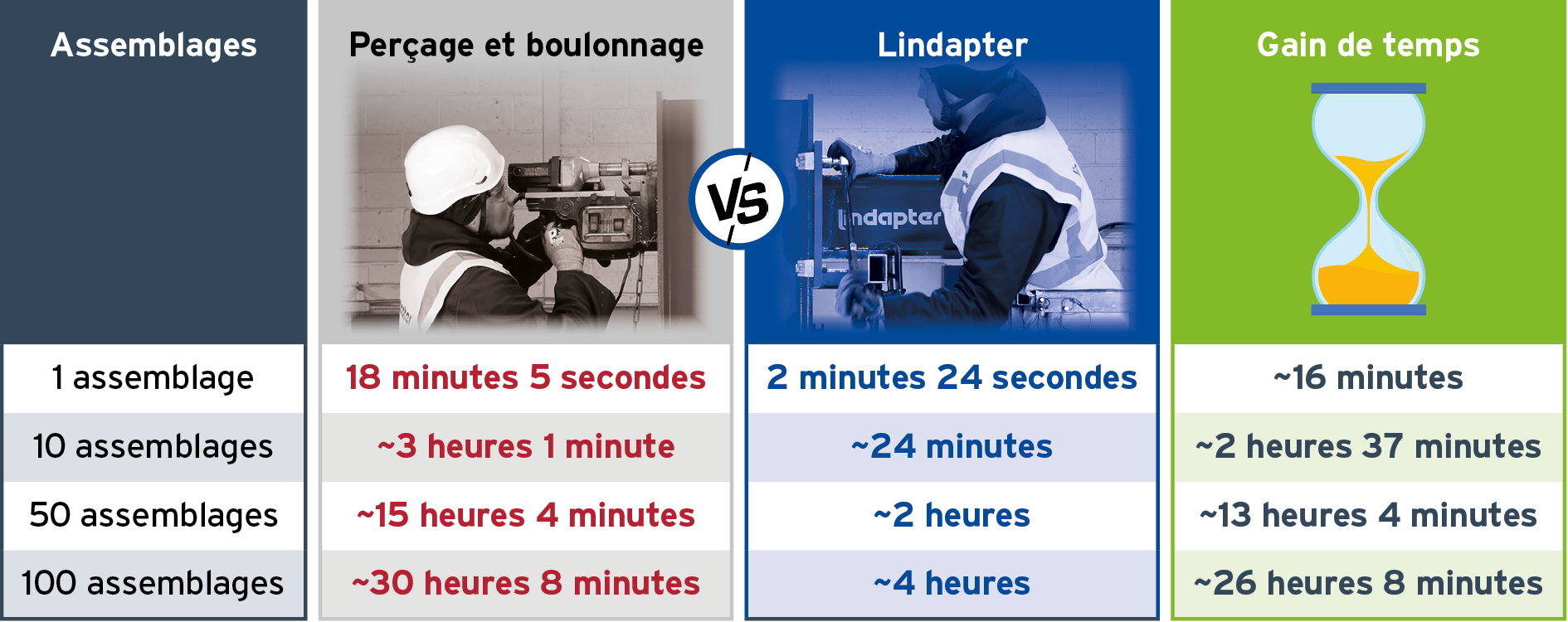
Ces chiffres reposent sur les délais minutés par assemblage. Dans la pratique, un intervalle plus important sépare réellement les étapes de perçage et de serrage.
La fatigue engendrée par le perçage est bien réelle. Un ouvrier travaillant en hauteur avec une perceuse magnétique sur un projet nécessitant de multiples assemblages ne tient pas le même rythme que dans l’environnement d’un test contrôlé. L’usure du foret ralentit son progrès. Il faut repositionner l’équipement, gérer les câbles d’alimentation, organiser les piquets d’incendie et renouveler les permis de feu. Les ouvriers ne travaillent pas tous à la même vitesse et les changements d’équipe entraînent des délais supplémentaires.
Aucun de ces facteurs n’affecte l’installateur du système Lindapter. Les outils sont légers, le processus fluide et l’investissement physique n’est qu’une fraction de celui du travail de perçage en hauteur. Dans la plupart des cas, le gain de temps réel obtenu pour la réalisation d’un projet irait bien au-delà de celui de l’essai contrôlé (8 fois plus rapide).
Argumentation à l’échelle du secteur
Le secteur de la construction et de la fabrication est sous pression : hausse du coût de la main-d’œuvre, difficultés pour recruter et fidéliser des opérateurs compétents, délais de plus en plus serrés sur les projets. La conformité aux règles de santé/sécurité est plus exigeante, plus surveillée et les conséquences plus sérieuses en cas de problème.
Dans un tel contexte, l’élimination du perçage sur site, lorsque c’est une solution appropriée pour la structure, n’est pas qu’un argument de nature commerciale. Cela se justifie du point de vue de la gestion du risque. Chaque permis de feu engage la responsabilité de l’entreprise. L’ouvrier travaillant en hauteur avec une perceuse magnétique s’expose à un risque. Un trou percé au mauvais endroit/angle engendre un risque à l’échelle du projet. Une réparation non effectuée sur le revêtement représente un problème à moyen et long terme de gestion des actifs.
Dans la plupart des projets de construction métallique, la main-d’œuvre est le coût le plus important. Par définition, le temps est la ressource la plus limitée de tout programme de construction. Le système d’assemblage de Lindapter n’est pas seulement plus rapide, il est fondamentalement plus économique.
Vous aviez réclamé des chiffres à l’appui. Nous avons réalisé des tests. Les résultats sont parlants.



Besoin
d’aide ?

Plus rapide à installer

Sans perçage ni soudage !

Homologué par des organismes indépendants

Pourquoi choisir Lindapter
-
Gain de temps et économies
Le serrage de deux profilés d’ossature évite d’avoir recours au soudage, qui demanderait du temps, ou à la méthode classique consistant à percer et à boulonner.
-
Plus grande sécurité des systèmes d’assemblage
Comme on n’a pas besoin de percer ni de souder sur le chantier, des permis feu ne sont pas requis et les conditions de sécurité sont renforcées.
-

Haute résistance
Les crapauds Lindapter sont fabriqués en matériaux haute résistance pour supporter des charges élevées et des environnements agressifs.
-

Meilleures homologations du secteur
Lindapter s’est forgé une réputation de sécurité et de fiabilité en obtenant des homologations de multiples organismes indépendants.
-

Réglable
Les profilés métalliques peuvent être alignés rapidement en faisant glisser la poutre à la bonne position avant de serrer l’assemblage de crapauds pour terminer l’installation.
-

Conception d’assemblage gratuite
Les ingénieurs expérimentés Lindapter sont à même de concevoir un système d’assemblage sur mesure selon vos spécifications et ce, gratuitement.
Pour accéder à ce contenu, vous devez d’abord vous inscrire sur lindapter.fr
Vous connecter
S'inscrire maintenant
Pas encore inscrit?
Cliquez ici pour vous inscrireDéjà inscrit?
Si vous avez créé un compte mais n'avez pas reçu un email de confirmation, veuillez cliquer sur renvoyer.
Siège Social
Lindapter InternationalLindsay House, Brackenbeck Road
Bradford, West Yorkshire
BD7 2NF
Royaume-Uni Plan d’accès et instructions
actualités
- Politique environnementale
- Conditions Générales
- Confidentialité
- Cookies
- © Lindapter International 2026. Tous droits réservés.